本发明属于固体表面超疏水性材料领域,具体涉及一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法。
背景技术:
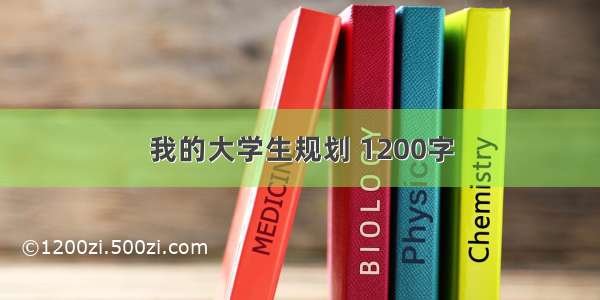
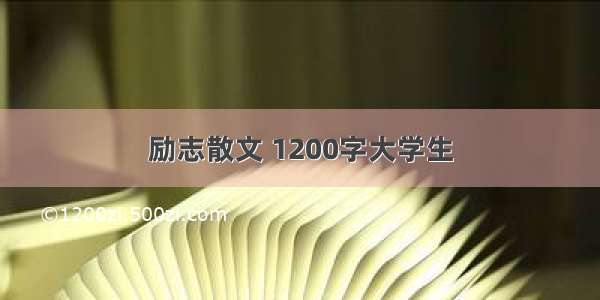
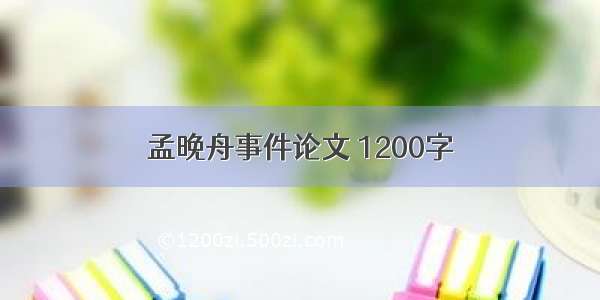
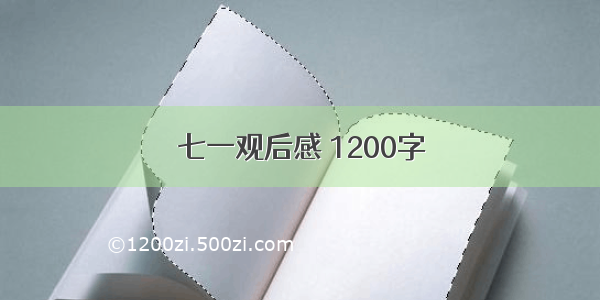
:固体表面的润湿现象具有重要的理论和技术意义。自然界中,一些植物的叶面、动物的羽毛具有超疏水、自清洁、防水、防粘结、防附着等性能。具有超疏水性的工程表面已经陆续有报道出现。关于超疏水材料方面的制备和生产方面的研发越来越受到人们的关注。疏水表面液滴的动力学和润湿理论也被科学家进行了详细的研究和解释。Wenzel模型和Cassie模型描述了粗糙度对疏水性的增强作用(水或空气分别束缚在水滴以下的结构内)。稳定的Cassie体系有利于防水,进行微沟槽等设计可以提供了一种有前景的基于水滴的微流体系统。关于超疏水表面的制备,研发人员通过研究和模仿具有超疏水性的植物的叶面、动物的羽毛的组织结构、形态、功能并从中得到启迪,报道了许多制备超疏水性能材料的方法和途径,如模板印刷法、电化学法、表面氧化法、电纺法、水热法、溶胶-凝胶法、气相沉积法等。Sun等人(SunMH,LuoCX,XuLP,etal.Langmuir,,21:8878-8981)基于荷叶表面超疏水性,通过PDMS模板法制取了和荷叶具有相同的微观结构的表面,制备的材料表面具有优异的超疏水性能。江雷等人(JiangL,ZhaoY,ZhaoJ.AAngewChemIntEd,,43:4338-4341)利用电纺法,将溶于DMF溶剂中的PS制成了具有超疏水性能的薄膜。铜在日常生产生活中应用广泛,我们曾在铜表面制备得到了超疏水表面并进行了条件优化(ZhangY,LiW,MaFM,etal.AppliedSurfaceScience.,280:898-902),如果进一步能在覆铜板表面制备出超疏水表面,那么电子产品在防水、防老化、自清洁等方面会更进一步。各向异性微纳结构由于在不同方向上所显示出的结构分布、润湿性能不同,使其具有特殊润湿行为和应用,如控制各向异性润湿将液体流动限制在单一方向的表面来制造微流体控制器件,如在定向减阻、仿水稻叶面表面定向自清洁以及水分收集等方面的应用。这种结构在大自然中也有很多的应用。如水黾腿部的毛状结构具有多尺度粗糙度的导向纤维作用,因此能够让水黾自由得在水面上行走。蝴蝶的翅膀表面具有纳米级条纹结构,使其具有各向异性润湿及定向自清洁性能。近年来,研究人员对各向异性微纳结构进行了许多的分析研究,促进了人们对微纳结构表面制备方法的优化。随着工业技术的发展,人们对各向异性微纳结构制备技术的开发也不断深入,逐渐发展了一些精密高效的制备工艺。化学刻蚀法、表面氧化法、电化学法、溶胶凝胶法等一些传统的制备超疏水表面材料的方法主要用来制备一些各向同性的微纳结构表面材料,用来构建各向异性的微纳结构难以实现。近年来用于制造各向异性微结构的技术方法有光刻法,纳米压印法,激光干涉光刻刻蚀以及等离子刻蚀等方法。尽管各向异性润湿表面可以通过以上方法制造出来,但以上技术也存在一些局限性,比如设备昂贵、制备程序繁琐、一般需要专门技术人员来操作、成本高等,限制了其工业化的进一步发展。因此,寻找一种简单可行、成本低且适合工业生产应用的制备各向异性超疏水表面材料的方法,来制备具有较好稳定性且能够人为控制接触角大小的各向异性微沟槽粗糙结构的超疏水表面,是实现超疏水表面材料工业生产及广泛应用的关键问题。技术实现要素:本发明的目的就是针对目前各向异性超疏水表面材料的制备方法中存在制备仪器设备和材料昂贵、成本高、制备程序繁琐,耗时长,且制得的超疏水表面材料稳定性不好,很容易在使用过程中遭到破坏或失去各向异性,并且制备出的材料各向异性接触角不受人为因素控制等问题,提供一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法。本发明的一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,依次包括如下步骤:(1)机械雕刻前的准备准备待机械雕刻的覆铜板基材,将其表面清洁干净,备用;打开自动数控雕刻机,在自动数控雕刻机的控制面板上绘制好微沟槽结构矩阵图形,设置矩阵图形的雕刻深度大于等于覆铜板上覆铜层的厚度;(2)在覆铜板基材上机械雕刻微沟槽结构将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制好的微沟槽矩阵图形阵列,设置绘图原点,开始雕刻,雕刻完成后,重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得所需尺寸的微沟槽覆铜板;重复上述步骤,完成下一覆铜板的雕刻,直至准备好的覆铜板基材全部雕刻完成;不同的微沟槽覆铜板,可根据需要绘制不同的微沟槽结构矩阵图形;或按照准备好的覆铜板基材面积,将绘制好的微沟槽结构矩阵图形阵列进行排版,然后将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制、排版好的微沟槽结构矩阵图形阵列版面,设置绘图原点,开始雕刻,直至整张覆铜板上的微沟槽矩阵图形阵列雕刻完成;重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得所需尺寸的微沟槽覆铜板,重新设置绘图原点,依次将雕刻好的所有图形阵列裁切完毕;(3)微沟槽覆铜板的清洁处理将雕刻好的微沟槽覆铜板放入容器中,依次采用丙酮和无水乙醇超声清洗10-15min去除表面污染物,再用质量分数为2-10%的盐酸浸泡3-10min,除去覆铜板表面的氧化物和杂质,最后采用去离子水清洗洁净,烘干备用;(4)化学刻蚀制备微沟槽覆铜板的表面微结构配制质量分数为5-30%的三氯化铁盐酸刻蚀液,将清洁烘干的微沟槽覆铜板放入三氯化铁盐酸刻蚀液中使微沟槽覆铜板完全浸没,浸泡0.5-1h后将其后取出,自然晾干;(5)表面修饰制备具有各向异性的超疏水表面材料配制质量分数为1-10%的十二酸乙醇修饰液,将刻蚀好的微沟槽覆铜板再次放入十二酸乙醇修饰液中,使微沟槽覆铜板完全浸没,0.5-1h后将其取出,分别用乙醇和去离子水冲洗干净后自然晾干,再将微沟槽覆铜板放入80-120℃的烘箱中烘干后取出,冷却干燥,即得微沟槽各向异性超疏水表面材料。本发明所制得的微沟槽各向异性超疏水表面材料沿着微沟槽方向的接触角为150-165.2°,且该表面材料呈现各向异性。本发明中所述微沟槽结构矩阵图形为线条矩阵图形或三角形矩阵图形或圆柱形矩阵图形或点阵图形中的任意一种,优选采用线条矩阵图形,所述矩阵图形相邻两线条或相邻两图形或相邻两点之间的距离为0.2-5mm,图形的线宽为0.5-2mm。本发明中可以通过调节所绘图形的各种参数来调节接触角的大小从而调控其润湿性能。本发明中使用了线条矩阵或点阵的相邻两线条之间、相邻两点之间的距离为0.2-5mm之间的一系列参数的线条类型的几何图形,通过减小线条的间距或线条的宽度,可以获得不同各向异性的表面加工的微沟槽结构,优化获得合适的接触角,得到接触角为150°-165.2°及以上的超疏水表面材料。优选地,所述覆铜板上单面所覆铜箔的厚度为0.035-0.50mm,微沟槽矩阵图形的雕刻深度大于等于单面所覆铜箔的厚度,所述微沟槽矩阵图形的雕刻深度为0.035-1.0mm。优选地,本发明方法中所述覆铜板上单面所覆铜箔的厚度为0.035mm,微沟槽矩阵图形为线条矩阵图形,线条宽度设置为0.5mm,相邻两线条间距为0.5mm,雕刻深度为0.1mm;使用的三氯化铁盐酸刻蚀液是由7.5g三氯化铁和3ml浓盐酸加水至100ml配成,使用的十二酸乙醇修饰液是由质量分数为5%的十二酸乙醇修饰液时,制备出的微沟槽各向异性超疏水表面材料,其水平方向(沿着微沟槽线条方向,下同)的接触角可达到165.2°,呈现超疏水性,而垂直方向(垂直微沟槽线条方向,下同)接触角为148°,呈现出明显的各向异性润湿性能。本发明中所述超声清洗时的超声强度为0.3-0.5W/m2,超声频率为:20-40KHZ。当然也可以使用其他超声强度和超声频率,只要能满足清洁要求即可。优选地,所述自动数控雕刻机的雕刻精度为0.1-0.5mm。当然也可以使用其他精度或其他类型的雕刻机,可以对雕刻机的雕刻机头进行更换或调节,以获得合适的精度和图形大小,能够制得微沟槽超疏水表面材料即可。当然,本发明中所述十二酸乙醇修饰液还可以用氟硅酸修饰液或其他修饰液代替,使用时根据产品结构选择合适的修饰液浓度及浸泡时间即可。本发明方法中虽然在权利要求中限定了覆铜板上铜箔的厚度,但该限定仅是依据现有覆铜板上铜箔的厚度而言,实际操作中,对所要加工的覆铜板铜箔厚度或铜片基材的厚度、尺寸、外形均没有限制,可以对不同厚度、尺寸、外形的覆铜板或铜片材料进行表面加工。本发明的原理是:用采用机械雕刻法在覆铜板上刻出不同的线宽和间距的一系列微沟槽图形,然后用氯化铁溶液腐蚀,再用十二酸乙醇修饰液修饰改性制得了具有各向异性的超疏水表面。通过以上方法可以制得结构规整的各向异性超疏水表面。垂直方向接触角和水平方向接触角均可随着雕刻的间距进行调节。当用十二酸乙醇修饰液修饰后,接触角进一步变大,可以获得微沟槽各向异性超疏水表面材料,且制得的表面具有良好的耐酸碱、耐候性能,是稳定性良好的超疏水表面,所制得的超疏水表面的接触角大于150°,并具有各向异性润湿性能。本发明方法具有以下优点:(1)本发明采用机械雕刻法在覆铜板或铜片表面加工制备微沟槽各向异性超疏水表面材料,方法简单,成本低廉,易于操作,制备快速,能使用常见、价廉的试剂制备出微沟槽各向异性超疏水表面,便于工业化生产与推广。(2)本发明基于覆铜板或铜片基材进行微沟槽加工,通过图形线宽和线间距的调节可以实现表面微纳微沟槽粗糙结构的控制制备,制得的各向异性超疏水表面较基体材料来讲润湿性的接触角有了很大的提高,制备出来的超疏水表面材料,与微沟槽线条方向相平行的水平方向的接触角一般超过150°,呈现优异的超疏水性,水平方向和垂直于微沟槽线条方向的接触角明显不同,具有优异的各向异性润湿性能。其中优化参数下,加工线条间距为0.5mm,线宽为0.5mm,且进一步表面处理和十二酸修饰后,水平方向接触角可达到165.2°,表现出优异的超疏水性能。(3)本发明可在覆铜板或铜片材料表面使用各种图形进行快速机械雕刻加工,对于典型的线条阵列,可以通过改变线条宽度参数和线条之间的距离参数,如线宽为0.5mm、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm,间距为0.3mm、0.5mm、0.7mm、0.9mm、1.0mm等结构参数的平行线条图案,根据调控不同的参数,可以获得不同的表面微沟槽结构,得到不同接触角及接触角差异的微沟槽各向异性超疏水表面材料,可以实现通过线条参数调整对接触角及各向异性的调控。附图说明图1是本发明实施例1的超疏水表面的垂直微沟槽方向的水滴接触角照片;图2是本发明实施例1的超疏水表面的平行微沟槽方向的水滴接触角照片;图3是本发明实施例2的超疏水表面的微沟槽雕刻部分的显微结构图;图4是本发明实施例3的全自动雕刻机绘制的不同结构参数的微沟槽结构图形;图5是本发明实施例3机械雕刻后获得的不同结构参数的微沟槽结构覆铜板照片。具体实施方式实施例1一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,依次包括如下步骤:(1)机械雕刻前的准备准备铜箔厚度为0.035mm的覆铜板基材,将其表面清洁干净,备用;打开自动数控雕刻机,在自动数控雕刻机的控制面板上绘制好微沟槽线条矩阵图形,设置线条矩阵的线宽为0.5mm,间距为0.5mm,雕刻深度为0.1mm,微沟槽矩阵图形的外框为20mm*20mm;(2)在覆铜板基材上机械雕刻微沟槽结构将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制好的微沟槽矩阵图形阵列,设置绘图原点,开始雕刻,雕刻完成后,重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得如步骤(1)参数设置的微沟槽覆铜板;(3)微沟槽覆铜板的清洁处理将雕刻好的微沟槽覆铜板依次放入丙酮和无水乙醇中超声清洗10min去除表面污染物,再用质量分数为4%的盐酸浸泡5min,除去覆铜板表面的氧化物和杂质,最后采用去离子水清洗洁净,烘干备用;所述超声清洗时的超声强度为0.5W/m2,超声频率为:30KHZ;(4)化学刻蚀制备微沟槽覆铜板的表面微结构配制质量分数为7.5%的三氯化铁盐酸刻蚀液,将清洁烘干的微沟槽覆铜板放入三氯化铁盐酸刻蚀液中使微沟槽覆铜板完全浸没,恒温25°浸泡1h后将其后取出,自然晾干;(所述三氯化铁盐酸刻蚀液的配制方法是:将50ml去离子水放入锥形瓶中,然后用电子天平秤量7.5g的三氯化铁固体放入并搅拌至溶解,然后再向其中加入3ml盐酸,继续加水至100ml,即得);(5)表面修饰制备具有各向异性的超疏水表面材料配制质量分数为5%的十二酸乙醇修饰液,将刻蚀好的微沟槽覆铜板再次放入十二酸乙醇修饰液中,使微沟槽覆铜板完全浸没,1h后将其取出,依次用乙醇和去离子水冲洗干净后自然晾干,再将微沟槽覆铜板放入90℃的烘箱中烘烤15min后取出,冷却干燥,即得微沟槽各向异性超疏水表面材料。参见图1,图2,经过对制得的超疏水表面材料进行表征,其在垂直方向的接触角为148.1°(如图1所示),在水平方向的接触角为165.2°(如图2所示)。其中垂直方向是指观测方向与线条矩阵图形的线条方向(即微沟槽方向)相垂直,水平方向是指观测方向与线条矩阵的线条方向相平行。由结果可知,本实施例制得的超疏水表面材料表现出超疏水各向异性润湿性。实施例2一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,依次包括如下步骤:(1)机械雕刻前的准备准备铜箔厚度为0.065mm的覆铜板基材,将其表面清洁干净,备用;打开自动数控雕刻机,在自动数控雕刻机的控制面板上绘制好微沟槽线条矩阵图形,设置线条矩阵的线宽为0.5mm,间距为0.3mm,雕刻深度为0.075mm,微沟槽矩阵图形的外框为20mm*20mm;(2)在覆铜板基材上机械雕刻微沟槽结构将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制好的微沟槽矩阵图形阵列,设置绘图原点,开始雕刻,雕刻完成后,重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得如步骤(1)参数设置的微沟槽覆铜板;(3)微沟槽覆铜板的清洁处理将雕刻好的微沟槽覆铜板依次放入丙酮和无水乙醇中超声清洗5min去除表面污染物,再用质量分数为5%的盐酸浸泡10min,除去覆铜板表面的氧化物和杂质,最后采用去离子水清洗洁净,烘干备用;(4)化学刻蚀制备微沟槽覆铜板的表面微结构配制质量分数为10%的三氯化铁盐酸刻蚀液,将清洁烘干的微沟槽覆铜板放入三氯化铁盐酸刻蚀液中使微沟槽覆铜板完全浸没,恒温25°浸泡45min后将其后取出,自然晾干;(所述三氯化铁盐酸刻蚀液的配制方法是:将50ml去离子水放入锥形瓶中,然后用电子天平秤量10.0g的三氯化铁固体放入并搅拌至溶解,然后再向其中加入3ml盐酸,继续加水至100ml,即得);(5)表面修饰制备具有各向异性的超疏水表面材料配制质量分数为3%的十二酸乙醇修饰液,将刻蚀好的微沟槽覆铜板再次放入十二酸乙醇修饰液中,使微沟槽覆铜板完全浸没,30min后将其取出,依次用乙醇和水冲洗干净后自然晾干,再将微沟槽覆铜板放入80℃的烘箱中烘烤20min后取出,冷却干燥,即得微沟槽各向异性超疏水表面材料。通过显微镜观察本实施例制得的微沟槽各向异性超疏水表面材料,可以看到其表面形成的微沟槽结构具有微纳米结构。经过对制得的超疏水表面材料进行表征,其在垂直方向的接触角为145.2°,在水平方向的接触角为162.1°。实施例3一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,依次包括如下步骤:(1)机械雕刻前的准备准备铜箔厚度为0.05mm的覆铜板基材,将其表面清洁干净,备用;打开自动数控雕刻机,在自动数控雕刻机的控制面板上依次绘制微沟槽线条矩阵图形并进行排版,设置微沟槽结构的外框尺寸为30mm*10mm,设置微沟槽外框内的线条矩阵的线宽依次为0.5mm、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm,所有线条矩阵的相邻两线条之间的间距均为0.7mm,设置雕刻深度为0.1mm;(2)在覆铜板基材上机械雕刻微沟槽结构将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制、排版好的微沟槽结构矩阵图形阵列版面,设置绘图原点,开始雕刻,直至整张覆铜板上的微沟槽矩阵图形阵列雕刻完成;重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得所需尺寸的微沟槽覆铜板,重新设置绘图原点,依次将雕刻好的所有图形阵列裁切完毕;(3)微沟槽覆铜板的清洁处理将雕刻好的微沟槽覆铜板依次放入丙酮和无水乙醇中超声清洗10min去除表面污染物,再用质量分数为5%的盐酸浸泡3min,除去覆铜板表面的氧化物和杂质,最后采用去离子水清洗洁净,烘干备用;(4)化学刻蚀制备微沟槽覆铜板的表面微结构配制质量分数为7.5%的三氯化铁盐酸刻蚀液,将清洁烘干的微沟槽覆铜板放入三氯化铁盐酸刻蚀液中使微沟槽覆铜板完全浸没,恒温25°浸泡1h后将其后取出,自然晾干;(所述三氯化铁盐酸刻蚀液的配制方法是:将50ml去离子水放入锥形瓶中,然后用电子天平秤量5.0g的三氯化铁固体放入并搅拌至溶解,然后再向其中加入3ml盐酸,继续加水至100ml,即得);(5)表面修饰制备具有各向异性的超疏水表面材料配制质量分数为5%的十二酸乙醇修饰液,将刻蚀好的微沟槽覆铜板再次放入十二酸乙醇修饰液中,使微沟槽覆铜板完全浸没,1h后将其取出,依次用乙醇和水冲洗干净后自然晾干,再将微沟槽覆铜板放入110℃的烘箱中烘烤15min后取出,冷却干燥,即得微沟槽各向异性超疏水表面材料。参见图4,图5,对本实施例制得的微沟槽各向异性超疏水表面材料进行分析表征,图4和图5展示了绘制的不同结构参数的微沟槽结构图形和机械雕刻获得的不同结构参数的微沟槽超疏水表面材料在超景深显微镜不同倍数下的图像。由图可见,通过图形绘制,绘制了一系列线宽为0.5mm、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm,间距为0.7mm的平行条纹图形阵列,并将此结构准确地加工到了覆铜板的表面。依次检测上述基材片的水接触角大小,结果如下表1所示。由下表1可以看出,在机械雕刻参数间距一定的情况下,改变线条宽度,可以获得具有不同接触角的各向异性超疏水或接近超疏水的表面材料,通过线宽、线间距参数调整可以实现微结构的调控,从而实现对接触角大小的调控:表1:实施例3制得的线条间距为0.7mm,不同线宽参数下微沟槽超疏水表面材料的接触角线条宽度/mm0.511.522.53水平接触角/º164.8154.2153.6151.2146.8145.5垂直接触角/º147.2145.1144.3143.6142.5140.4实施例4一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,依次包括如下步骤:(1)机械雕刻前的准备准备铜箔厚度为0.075mm的覆铜板基材,将其表面清洁干净,备用;打开自动数控雕刻机,在自动数控雕刻机的控制面板上依次绘制微沟槽线条矩阵图形并进行排版,设置微沟槽结构的外框尺寸为30mm*20mm,设置微沟槽外框内的线条矩阵的线宽依次为0.5mm、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm,所有线条矩阵的相邻两线条之间的间距均为0.5mm,设置雕刻深度为0.1mm;(2)在覆铜板基材上机械雕刻微沟槽结构将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制、排版好的微沟槽结构矩阵图形阵列版面,设置绘图原点,开始雕刻,直至整张覆铜板上的微沟槽矩阵图形阵列雕刻完成;重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得所需尺寸的微沟槽覆铜板,重新设置绘图原点,依次将雕刻好的所有图形阵列裁切完毕;(3)微沟槽覆铜板的清洁处理将雕刻好的微沟槽覆铜板依次放入丙酮和无水乙醇中超声清洗10min去除表面污染物,再用质量分数为3%的盐酸浸泡10min,除去覆铜板表面的氧化物和杂质,最后采用去离子水清洗洁净,烘干备用;(4)化学刻蚀制备微沟槽覆铜板的表面微结构配制质量分数为7.5%的三氯化铁盐酸刻蚀液,将清洁烘干的微沟槽覆铜板放入三氯化铁盐酸刻蚀液中使微沟槽覆铜板完全浸没,浸泡40min后将其后取出,自然晾干;(所述三氯化铁盐酸刻蚀液的配制方法是:将50ml去离子水放入锥形瓶中,然后用电子天平秤量8.5g的三氯化铁固体放入并搅拌至溶解,然后再向其中加入5ml盐酸,继续加水至120ml,即得);(5)表面修饰制备具有各向异性的超疏水表面材料配制质量分数为6%的十二酸乙醇修饰液,将刻蚀好的微沟槽覆铜板再次放入十二酸乙醇修饰液中,使微沟槽覆铜板完全浸没,30min后将其取出,依次采用乙醇和水冲洗干净后自然晾干,再将微沟槽覆铜板放入85℃的烘箱中烘烤30min后取出,冷却干燥,即得微沟槽各向异性超疏水表面材料。依次检测上述基材片的水接触角大小,结果如下表2所示。由下表2可以看出,在机械雕刻参数间距一定的情况下,改变线条宽度,可以获得具有不同接触角的各向异性超疏水或接近超疏水的表面,通过调节线宽、线间距参数调整可以实现微结构的调控,从而实现对接触角大小的调控。表2:实施例4制得的线条间距为0.5mm,不同线宽参数下微沟槽超疏水表面材料的接触角。线条宽度/mm0.511.522.53水平接触角/º165.2155.9153.7151.8147.91146.8垂直接触角/º148.1146.2145.6143.4144.1142.2实施例5一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,依次包括如下步骤:(1)机械雕刻前的准备准备铜箔厚度为0.5mm的覆铜板基材,将其表面清洁干净,备用;打开自动数控雕刻机,在自动数控雕刻机的控制面板上绘制好微沟槽线条矩阵图形,设置线条矩阵的线宽为0.5mm,间距为0.7mm,雕刻深度为1.0mm,微沟槽矩阵图形的外框为30mm*30mm;(2)在覆铜板基材上机械雕刻微沟槽结构将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制好的微沟槽矩阵图形阵列,设置绘图原点,开始雕刻,雕刻完成后,重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得如步骤(1)参数设置的微沟槽覆铜板;(3)微沟槽覆铜板的清洁处理将雕刻好的微沟槽覆铜板依次放入丙酮和无水乙醇中超声清洗20min去除表面污染物,再用质量分数为6%的盐酸浸泡3min,除去覆铜板表面的氧化物和杂质,最后采用去离子水清洗洁净,烘干备用;(4)化学刻蚀制备微沟槽覆铜板的表面微结构配制质量分数为10%的三氯化铁盐酸刻蚀液,将清洁烘干的微沟槽覆铜板放入三氯化铁盐酸刻蚀液中使微沟槽覆铜板完全浸没,恒温30°浸泡30min后将其后取出,自然晾干;(所述三氯化铁盐酸刻蚀液的配制方法是:将60ml去离子水放入锥形瓶中,然后用电子天平秤量9.0g的三氯化铁固体放入并搅拌至溶解,然后再向其中加入4ml盐酸,继续加水至120ml,即得);(5)表面修饰制备具有各向异性的超疏水表面材料配制质量分数为0.5%的氟硅酸修饰液,将刻蚀好的微沟槽覆铜板再次放入氟硅酸修饰液中,使微沟槽覆铜板完全浸没,10min后将其取出,依次用乙醇和水冲洗干净后自然晾干,再将微沟槽覆铜板放入110℃的烘箱中烘烤12min后取出,冷却干燥,即得微沟槽各向异性超疏水表面材料,经测量,其接触角大小为156°。实施例6一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,依次包括如下步骤:(1)机械雕刻前的准备准备铜箔厚度为0.1mm的覆铜板基材,将其表面清洁干净,备用;打开自动数控雕刻机,在自动数控雕刻机的控制面板上绘制好微沟槽线条矩阵图形,设置线条矩阵的线宽为0.5mm,间距为0.7mm,雕刻深度为0.15mm,微沟槽矩阵图形的外框为20mm*20mm;(2)在覆铜板基材上机械雕刻微沟槽结构将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制好的微沟槽矩阵图形阵列,设置绘图原点,开始雕刻,雕刻完成后,重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得如步骤(1)参数设置的微沟槽覆铜板;(3)微沟槽覆铜板的清洁处理将雕刻好的微沟槽覆铜板依次放入丙酮和无水乙醇中超声清洗20min去除表面污染物,再用质量分数为6%的盐酸浸泡3min,除去覆铜板表面的氧化物和杂质,最后采用去离子水清洗洁净,烘干备用;(4)化学刻蚀制备微沟槽覆铜板的表面微结构配制质量分数为10%的三氯化铁盐酸刻蚀液,将清洁烘干的微沟槽覆铜板放入三氯化铁盐酸刻蚀液中使微沟槽覆铜板完全浸没,恒温30°浸泡30min后将其后取出,自然晾干;(所述三氯化铁盐酸刻蚀液的配制方法是:将60ml去离子水放入锥形瓶中,然后用电子天平秤量9.0g的三氯化铁固体放入并搅拌至溶解,然后再向其中加入4ml盐酸,继续加水至120ml,即得);(5)表面修饰制备具有各向异性的超疏水表面材料配制质量分数为0.5%的氟硅酸修饰液,将刻蚀好的微沟槽覆铜板再次放入氟硅酸修饰液中,使微沟槽覆铜板完全浸没,10min后将其取出,依次用乙醇和水冲洗干净后自然晾干,再将微沟槽覆铜板放入110℃的烘箱中烘烤12min后取出,冷却干燥,即得微沟槽各向异性超疏水表面材料,经测量,其接触角大小为157.9°。实施例7一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,依次包括如下步骤:(1)机械雕刻前的准备准备铜箔厚度为0.3mm的覆铜板基材,将其表面清洁干净,备用;打开自动数控雕刻机,在自动数控雕刻机的控制面板上绘制好微沟槽线条矩阵图形,设置线条矩阵的线宽为0.5mm,间距为0.5mm,雕刻深度为0.35mm,微沟槽矩阵图形的外框为30mm*30mm;(2)在覆铜板基材上机械雕刻微沟槽结构将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制好的微沟槽矩阵图形阵列,设置绘图原点,开始雕刻,雕刻完成后,重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得如步骤(1)参数设置的微沟槽覆铜板;(3)微沟槽覆铜板的清洁处理将雕刻好的微沟槽覆铜板依次放入丙酮和无水乙醇中超声清洗10min去除表面污染物,再用质量分数为4%的盐酸浸泡5min,除去覆铜板表面的氧化物和杂质,最后采用去离子水清洗洁净,烘干备用;所述超声清洗时的超声强度为0.5W/m2,超声频率为:30KHZ;(4)化学刻蚀制备微沟槽覆铜板的表面微结构配制质量分数为7.5%的三氯化铁盐酸刻蚀液,将清洁烘干的微沟槽覆铜板放入三氯化铁盐酸刻蚀液中使微沟槽覆铜板完全浸没,恒温25°浸泡1h后将其后取出,自然晾干;(所述三氯化铁盐酸刻蚀液的配制方法是:将50ml去离子水放入锥形瓶中,然后用电子天平秤量7.5g的三氯化铁固体放入并搅拌至溶解,然后再向其中加入3ml盐酸,继续加水至100ml,即得);(5)表面修饰制备具有各向异性的超疏水表面材料配制质量分数为5%的氟硅酸修饰液,将刻蚀好的微沟槽覆铜板再次放入十二酸乙醇修饰液中,使微沟槽覆铜板完全浸没,1h后将其取出,依次用乙醇和去离子水冲洗干净后自然晾干,再将微沟槽覆铜板放入90℃的烘箱中烘烤15min后取出,冷却干燥,即得微沟槽各向异性超疏水表面材料。经测量,其水平(沿微沟槽方向)接触角大小为157.9°。上述实施例仅仅是示例性的解释说明本发明,而不能以任何方式限制本发明的权利要求,任何人在本发明权利要求的基础上,进行同等替换、等比例放大等等同改变,均应视为落入本发明权利要求的保护范围。当前第1页1 2 3
技术特征:
1.一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,其特征在于依次包括如下步骤:
(1)机械雕刻前的准备
准备待机械雕刻的覆铜板基材,将其表面清洁干净,备用;打开自动数控雕刻机,在自动数控雕刻机的控制面板上绘制好微沟槽结构矩阵图形,设置矩阵图形的雕刻深度大于等于覆铜板上覆铜层的厚度;
(2)在覆铜板基材上机械雕刻微沟槽结构
将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制好的微沟槽矩阵图形阵列,设置绘图原点,开始雕刻,雕刻完成后,重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得所需尺寸的微沟槽覆铜板;重复上述步骤,完成下一覆铜板的雕刻,直至准备好的覆铜板基材全部雕刻完成;不同的微沟槽覆铜板,可根据需要绘制不同的微沟槽结构矩阵图形;或
按照准备好的覆铜板基材面积,将绘制好的微沟槽结构矩阵图形阵列进行排版,然后将准备好的覆铜板基材固定在工作台面上,保持表面水平稳定,按照绘制、排版好的微沟槽结构矩阵图形阵列版面,设置绘图原点,开始雕刻,直至整张覆铜板上的微沟槽矩阵图形阵列雕刻完成;重新设置Z轴负载惯量,使得雕刻机的钻头可以穿透整个覆铜板基材,获得所需尺寸的微沟槽覆铜板 ,重新设置绘图原点,依次将雕刻好的所有图形阵列裁切完毕;
(3)微沟槽覆铜板的清洁处理
将雕刻好的微沟槽覆铜板放入容器中,依次采用丙酮和无水乙醇超声清洗10-20min去除表面污染物,再用质量分数为2-10%的盐酸浸泡3-10min,除去覆铜板表面的氧化物和杂质,最后采用去离子水清洗洁净,烘干备用;
(4)化学刻蚀制备微沟槽覆铜板的表面微结构
配制质量分数为5-30%的三氯化铁盐酸刻蚀液,将清洁烘干的微沟槽覆铜板放入三氯化铁盐酸刻蚀液中使微沟槽覆铜板完全浸没,浸泡0.5-1h后将其后取出,自然晾干;
(5)表面修饰制备具有各向异性的超疏水表面材料
配制质量分数为1-10%的十二酸乙醇修饰液,将刻蚀好的微沟槽覆铜板再次放入十二酸乙醇修饰液中,使微沟槽覆铜板完全浸没,0.5-1h后将其取出,分别用乙醇、去离子水冲洗干净后自然晾干,再将微沟槽覆铜板放入80-120 ℃的烘箱中烘干后取出,冷却干燥,即得微沟槽各向异性超疏水表面材料。
2.根据权利要求1所述的一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,其特征在于:所制得的微沟槽各向异性超疏水表面材料沿着微沟槽方向的接触角为150-165.2°,且该表面材料呈现各向异性。
3.根据权利要求1所述的一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,其特征在于:所述微沟槽结构矩阵图形为线条矩阵图形或三角形矩阵图形或圆柱形矩阵图形或点阵图形中的任意一种,所述矩阵图形相邻两线条或相邻两图形或相邻两点之间的距离为0.2-5mm,图形的线宽为0.5-2mm。
4.根据权利要求1所述的一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,其特征在于:所述覆铜板上单面所覆铜箔的厚度为0.035-0.50mm,微沟槽矩阵图形的雕刻深度大于等于单面所覆铜箔的厚度,所述微沟槽矩阵图形的雕刻深度为0.035-1.0mm。
5.根据权利要求1所述的一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,其特征在于:所述覆铜板上单面所覆铜箔的厚度为0.035mm,微沟槽矩阵图形为线条矩阵图形,线条宽度设置为0.5mm,相邻两线条间距为0.5mm,雕刻深度为0.1mm。
6.根据权利要求1所述的一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,其特征在于:所述超声清洗时的超声强度为0.3-0.5W/cm2,超声频率为:20-40KHZ。
7.根据权利要求1所述的一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,其特征在于:所述自动数控雕刻机的雕刻精度为0.1-0.5mm。
8.根据权利要求1所述的一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,其特征在于:所述覆铜板可以用铜片代替,用铜片制备微沟槽结构时,设置矩阵图形的雕刻深度为0.035-1mm。
9.根据权利要求1所述的一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,其特征在于:所述十二酸乙醇修饰液用氟硅酸修饰液代替。
技术总结
本发明涉及一种机械雕刻法制备微沟槽各向异性超疏水表面材料的方法,依次包括以下步骤:(1)机械雕刻前的准备;(2)在覆铜板基材上机械雕刻微沟槽结构;(3)微沟槽覆铜板的清洁处理;(4)化学刻蚀制备微沟槽覆铜板的表面微结构;(5)表面修饰制备具有各向异性的超疏水表面材料;本发明方法利用自动数控雕刻机在覆铜板表面雕刻出微沟槽矩阵图形阵列,清洁后采用三氧化铁盐酸溶液刻蚀表面微结构,再采用十二酸乙醇溶液进行表面修饰,制得接触角大于150°的微沟槽各向异性超疏水表面材料,并且可通过调整微沟槽矩阵图形的线条宽度和间距,改变接触角大小,制得的表面具有良好的耐酸碱、耐候性能,稳定性良好,适合工业化推广。
技术研发人员:马福民;程雅倩;姜庆竹;陈跃;李文;阮敏;冯伟;于占龙;廖庆玲
受保护的技术使用者:湖北理工学院
技术研发日:.03.29
技术公布日:.05.28